
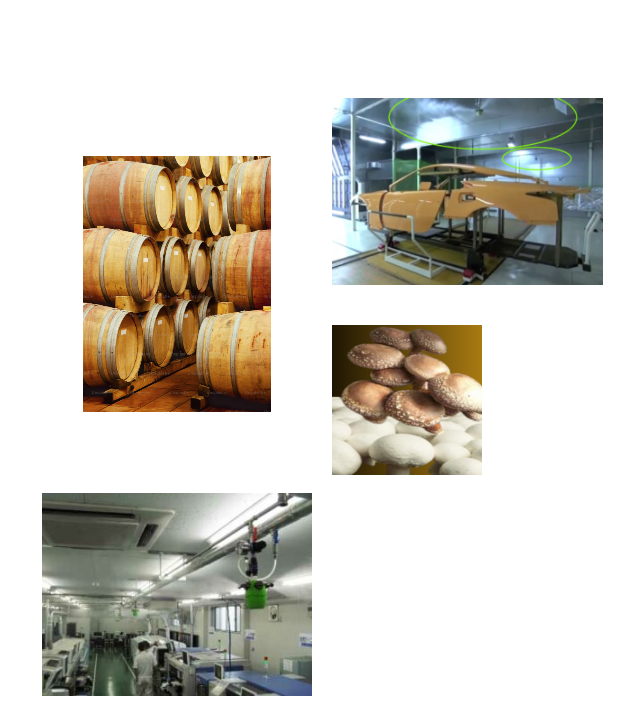
AFFINAGE DU FROMAGE

L’affinage du fromage est une étape déterminante dans la production fromagère. Pour garantir des produits de haute qualité, une gestion optimale de l’humidité dans les caves est essentielle. La technologie moderne, notamment les humidificateurs comme l’AKIMist®, permet aux producteurs de maîtriser ces conditions de manière précise et efficace.
Nous explorerons l’importance de l’humidification pour les fruitières, les défis liés au maintien des niveaux d’humidité adéquats, et les avantages de la technologie Dry Fog développée par IKEUCHI. Nous montrerons également comment l’AKIMist® est utilisé dans divers secteurs industriels et comment il peut améliorer l’affinage du fromage.
Le rôle crucial de l'humidification pour les fruitières

L’humidité dans les caves d’affinage influence directement la qualité du fromage. En effet, un taux d’humidité mal contrôlé peut entraîner divers problèmes :
- Déshydratation excessive : Si l’humidité est trop basse, le fromage perd trop d’eau, ce qui peut altérer sa texture et sa saveur.
- Prolifération de moisissures : À l’inverse, une humidité trop élevée favorise le développement de moisissures indésirables, compromettant ainsi la qualité du produit.
Les fromages affinés nécessitent un contrôle rigoureux de l’humidité pour assurer un équilibre parfait. Les fromages à pâte molle, comme le camembert, demandent un taux d’humidité proche de 95 %, tandis que les fromages à pâte dure, comme le comté, nécessitent environ 85 % d’humidité pour éviter le dessèchement excessif.
Pourquoi la technologie AKIMist® est idéale pour l'humidification des caves d'affinage, fruitières ?
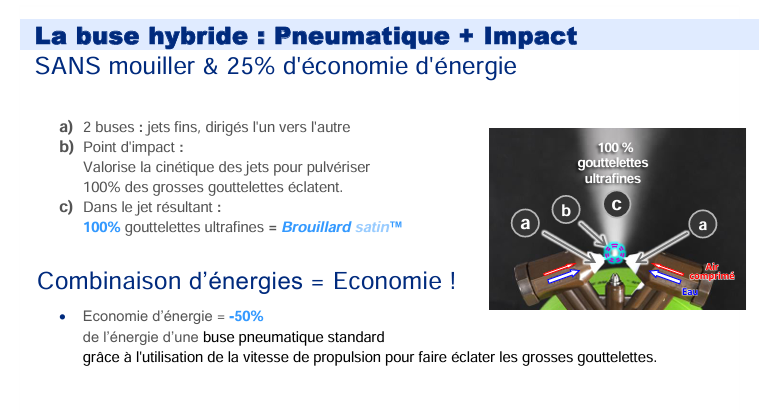
L’humidificateur AKIMist® se distingue par sa capacité à générer une Dry Fog (brouillard sec), composée de micro gouttelettes d’eau ultrafines, mesurant environ 7,5 microns. Contrairement aux humidificateurs traditionnels, l’AKIMist® n’humidifie pas les surfaces de manière excessive, mais maintient l’humidité dans l’air sans créer de condensation.
Avantages techniques de l’AKIMist®
- Humidification sans mouiller : La brume sèche diffusée par l’AKIMist® ne mouille pas les surfaces, ce qui est idéal pour éviter l’accumulation d’humidité sur les fromages, les murs ou les équipements.
- Économie d’énergie : L’AKIMist® utilise 50 % moins d’air comprimé par rapport aux buses pneumatiques standard, ce qui réduit considérablement les coûts énergétiques pour les caves d’affinage.
- Faible consommation d’eau : Grâce à l’efficacité du système de brouillard sec, l’AKIMist® consomme moins d’eau tout en maintenant des niveaux d’humidité constants, même dans des environnements de grande taille.

La technologie AKIMist® dans l'affinage et leurs applications
Humidification contrôlée pour éviter les défauts d’affinage
Un des défis majeurs dans l’affinage du fromage est de contrôler les variations d’humidité qui peuvent causer des défauts de croûte ou altérer le goût du fromage. Les systèmes AKIMist® sont conçus pour garantir un contrôle précis de l’humidité, réduisant ainsi les risques d’imperfections.
Exemple d’application : Dans l’affinage des fromages à pâte pressée, comme le comté ou le parmesan, le système AKIMist® peut maintenir L’humidification pour les fruitières à un taux d’humidité constant de 85 à 90 %, assurant une maturation uniforme sans excès de moisissures.
Caractéristiques techniques de l'humidificateur AKIMist®
L’AKIMist® est conçu avec plusieurs caractéristiques techniques qui le rendent particulièrement adapté pour l’humidification des caves d’affinage :
- Brouillard satin ultrafin : Gouttelettes extrêmement fines (inférieures à 10 microns) , qui s’évaporent immédiatement sans mouiller les surfaces environnantes.
- Modularité : L’AKIMist® est disponible avec jusqu’à quatre buses montées par unité, offrant une grande flexibilité en fonction de la taille de la cave d’affinage.
- Entretien facile : Les buses résistantes à l’encrassement réduisent les besoins de maintenance, assurant un fonctionnement continu et fiable, même dans des environnements poussiéreux ou chargés en particules.
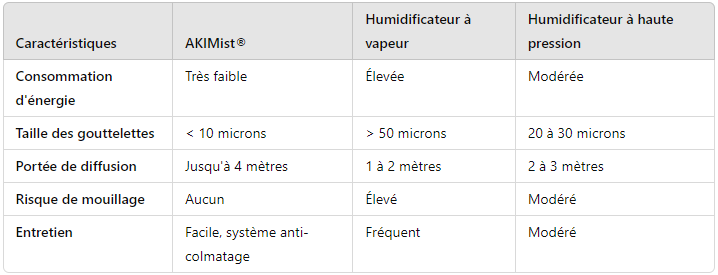
En comparaison avec les autres systèmes d’humidification, tels que les humidificateurs à vapeur ou à haute pression, l’AKIMist® présente plusieurs avantages distincts :
Applications pratiques dans d'autres secteurs industriels
Bien que l’AKIMist® soit parfait pour les caves d’affinage de fromage, il est également largement utilisé dans d’autres secteurs nécessitant un contrôle rigoureux de l’humidité :
- Industrie électronique : L’humidification sans mouiller est cruciale pour prévenir les décharges électrostatiques dans les salles de production de composants électroniques.
- Industrie textile : Les fabricants de textiles utilisent l’AKIMist® pour maintenir l’humidité nécessaire au traitement des fibres, sans risquer de mouiller les machines ni les opérateurs.
- Industrie de la peinture : L’AKIMist® est également utilisé dans les lignes de peinture automobile pour plaquer les particules de poussière, garantissant ainsi une finition parfaite.
- Industrie Agroalimentaire …
Réduction des coûts énergétiques et environnementaux avec l'AKIMist®
L’utilisation de l’AKIMist® permet non seulement d’optimiser la qualité du fromage, mais aussi de réduire considérablement les coûts énergétiques et l’empreinte environnementale. Ce système d’humidification consomme 80 % moins d’énergie que les systèmes d’humidification à vapeur classiques, tout en garantissant une humidité constante.
L'AKIMist®, une solution idéale pour l'affinage du fromage
L’humidification dans les caves d’affinage est essentielle pour garantir la qualité des fromages. Grâce à ses fonctionnalités avancées, l’AKIMist® permet aux producteurs de fromage de maîtriser parfaitement les niveaux d’humidité, tout en réduisant les coûts de maintenance et de fonctionnement. En offrant une humidification précise et sans mouiller, ce système s’impose comme une solution innovante et performante pour l’industrie fromagère, mais également pour d’autres secteurs où l’humidité joue un rôle clé dans la production.